

全部商品分類
-
- 品牌精選
-

-
- 品牌精選
-
-
- 品牌精選
-








食品包裝顏色直接影響品牌形象與消費者選擇,精準量化色差是品控核心。傳統肉眼判斷易受環境光干擾、標準不統一,而三恩時 NR110 色差儀可實現標準化、可復現的顏色檢測,適配食品包裝全場景品控需求。

一、食品包裝測色的核心意義
品控標準化:統一不同批次、生產線包裝顏色,避免色差導致的客訴與返工。
合規與安全:配合脫色試驗(GB 31604.7),量化顏色遷移風險,保障食品接觸安全。
數據化管理:輸出 Lab*、ΔE 等客觀數據,替代主觀判斷,符合 GB/T 3979、GB/T 7921 等國標要求。

二、三恩時 NR110:食品包裝測色優選
核心參數(適配食品包裝場景)
光學結構:8°/d(8° 照明 / 漫反射接收),含 SCI 模式,消除雜散光,適配啞光 / 光面包裝。
測量口徑:Φ4mm 雙端面(平面 / 尖嘴),可測小面積、凹凸紋理包裝。
精度表現:重復性 ΔE≤0.08,臺間差 ΔE≤0.4,滿足食品包裝 ΔE<1.5–2.0 的品控閾值。
光源與標準:D65 標準光源,CIE 10° 視角,符合國際與國內測色規范。
便捷性:1.5 秒快速測量,內置校正參數,鋰電池供電,適合車間巡檢。
三、食品包裝測色實操步驟(NR110)
儀器準備:開機預熱,完成黑白校正,確保測量環境無強光干擾。
標樣測量:取合格包裝為標樣,貼緊測量口,測得基準 Lab * 值并保存。
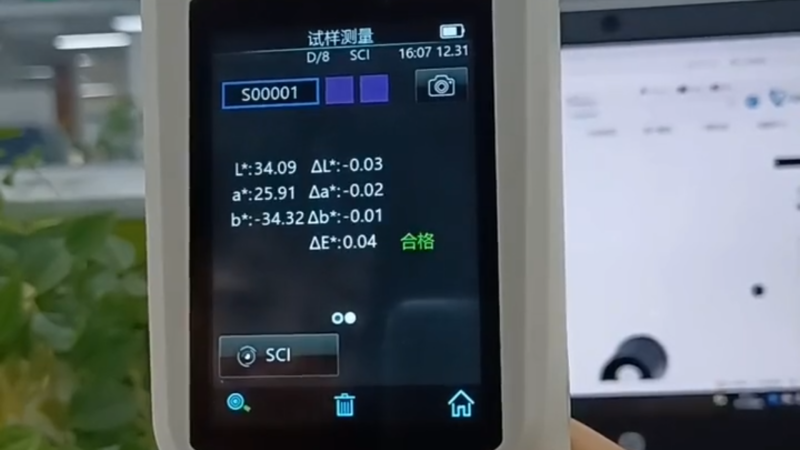
試樣測量:待測包裝平整放置,重復測量,自動計算 ΔL*、Δa*、Δb * 與總色差 ΔE。

結果判定:ΔE<1.5 為合格(人眼難察覺),1.5–3.0 需關注,>3.0 判定不合格。
數據管理:連接 CQCS3 軟件,導出報告,實現批次追溯與跨廠數據同步。
四、適用場景與優勢
適用包裝:塑料膜、紙盒、鋁箔、復合膜、印刷標簽等各類食品包裝。
核心優勢:
操作簡單,一線員工快速上手,適合批量抽檢。
體積小巧(400g),便攜性強,適配車間、倉庫多場景。
數據穩定可靠,符合國標,支撐品質管控與合規檢測。
五、總結
食品包裝顏色管控需從 “肉眼判斷” 轉向 “儀器量化”。三恩時 NR110 色差儀以高精度、便捷性與合規性,成為食品包裝測色的高性價比選擇,助力企業實現顏色一致性、降低品控風險、提升品牌競爭力。
400-888-5135
地址:廣州市增城區低碳總部園智能制造中心B33棟6層
電話:020-82880288 (0755)26508999 (0755)27198826
手機:13500023589
郵箱:3nh@3nh.com
Copyright ? 1998-2025深圳市天友利標準光源有限公司 旗下123儀器網 版權所有
主要產品系列:色差計,色差儀,國產進口色差計,便攜式色差計,手持式色差計,標準光源對色燈箱,分辨率測試卡,色卡
12317儀器誠信聯盟核心成員 站點地圖
![]()










